全國咨詢熱線
+86-13555929577
+86-0411-88026630

大連凱蔓科技有限公司
大連凱德精密機械有限公司
聯系人:孫總
電話:+86-13555929577
座機:+86-0411-88026630
郵箱:dlkdjmjx@163.com
網址:m.appsisnew.com
地址:大連市金州區站前街道福泉建設集團院內
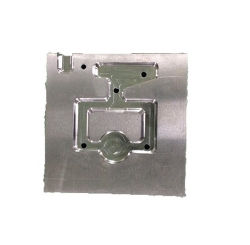
對于大連精密機械加工是由幾個表面組成,為了研究零件加工表面之間的相對關系,必須確定一個基準;基準是零件上確定其他點、線、面位置的點、線、面。根據基準的不同功能,基準可分為設計基準和工藝基準兩大類。
零件加工種類:
設計基準:用于確定零件圖上其他點、線、面位置的基準稱為設計基準。
工藝基準:零件加工和裝配過程中使用的基準稱為工藝基準。工藝基準根據用途不同分為裝配基準、測量基準和定位基準。
(1)裝配基準:裝配時用來確定零件在零部件或產品中的位置的基準稱為裝配基準。
(2)測量基準:用來檢查加工表面尺寸和位置的基準稱為測量基準。
(3)定位基準:加工時工件定位所用的基準,稱為定位基準。作為定位基準的表面(或線、點),在第一道工序中只能選擇未加工的毛坯表面,這種定位表面稱粗基準.在以后的各個工序中就可采用已加工表面作為定位基準,這種定位表面稱精基準。
機械加工工藝規程的類型
①專用工藝規程;②通用工藝規程;③標準工藝規程。
2.制定機械加工工藝規程的原則:
①保證加工質量;②提高生產效率;③保證勞動條件;④降低生產成本;⑤考慮新工藝;
⑥考慮現有生產條件。
3.制定機械加工工藝規程的內容和步驟:
①分析零件圖紙,工藝性分析,確定生產綱領;②確定毛坯種類和加工方法;③擬定 工藝路線;④確定加工余量;⑤確定技術要求;⑥確定切削用量;⑦進行技術 經濟分析; ⑧填寫工藝文件
工藝規程的制定:
1、基準先行:即先加工基準面。在零件加工過程中,應先加工外觀作為定位基準,以便盡快為后續工序的加工提供精確的基準。
2、劃分加工階段:將加工質量要求高的表面分為加工階段,一般可分為粗加工、半精加工和精加工三個階段。主要是保證加工質量;有利于設備的科學應用;便于安排熱處理工序;以及便于時發現毛坯缺陷等。
3、先面后孔:對于箱體、支架、連桿等零件,應先加工平面后加工孔。這樣可以將加工孔定位在平面上,保證平面和孔的位置精度,而且對平面上的孔的加工帶來方便。
4、光整加工:主要外表的光整加工,如研磨、珩磨、精磨、滾壓加工等,應放在工藝路線末尾階段。擬定精密零件加工工藝路線的一般原則。